Web: www.welding-honest.com +8613252736578
Alumini i pastër është një metal i butë dhe mirë-duktues. Për shumicën e strukturave, forca e saj është e ulët. Për të rritur intensitetin e aluminit, duhet të shtohen elementë aliazh. Bakri, silikoni, mangani, magnezi dhe zinku përdoren si elementi kryesor për të luajtur një efekt përforcues të tretshëm. Alumini dhe aliazhi i aluminit janë përdorur gjerësisht në shumë industri.




Saldimi i aluminit dhe aliazhit të aluminit është më i vështirë se çeliku me karbon të ulët. Karakteristikat e tij të saldimit janë të ndryshme nga çeliku me karbon të ulët. Performanca specifike është si më poshtë:
1. Soferaliteti i performancës mekanike lidhëse të saldimit, ulje e rezistencës ndaj korrozionit.
2. Aktiviteti kimik është shumë i fortë, dhe sipërfaqja formohet lehtësisht.
3. Përçueshmëri e fortë termike, dhe është e lehtë të shkaktohet fenomeni i pazgjidhshëm gjatë saldimit.
4. Defekte të njëpasnjëshme si poret, çarjet, skajet e kafshimit, formimi i skorjeve dhe saldimit.
5. Koeficienti i madh i zgjerimit të linjës (rreth 2 herë më i lartë se çeliku me karbon të ulët), i cili është i prirur për deformim dhe deformim gjatë saldimit.
6. Përçueshmëria termike është e madhe (rreth 5 herë më shumë se çeliku me karbon të ulët). Me të njëjtën shpejtësi saldimi, hyrja termike është 2 deri në 4 herë më e madhe se çeliku i saldimit.
Lidhja e aluminit është salduar me TIG ose GMAW.
1. Saldim me aliazh alumini
Nëse keni nevojë të merrni saldimin me cilësi më të lartë, saldimi Tig është shpesh zgjedhja e parë. Metoda më e përshtatshme e procesit është shkëmbimi i saldimit TIG dhe saldimi me puls AC TIG. Ka disa avantazhe:
1. Gjatë saldimit, karakteristikat e atomizimit të katodës mund të hiqen vetë.
2. Forma e lidhjes nuk është e kufizuar, sipërfaqja është e lëmuar dhe e mirë për formim.
3. Zona e saldimit të rrjedhës së ajrit për të ftohur nyjet për të ftohur dhe për të përmirësuar organizimin dhe performancën.
Prandaj, ky proces është shumë i përshtatshëm në industrinë e hapësirës ajrore me cilësi të lartë dhe jashtëzakonisht të rëndësishme. Sigurisht, disavantazhet e tij janë gjithashtu shumë të dukshme. Efikasiteti i saldimit është i ulët dhe nuk është i përshtatshëm për prodhimin e efikasitetit të lartë në shkallë të gjerë.
1. Saldim me aliazh alumini GMAW
Saldimi Gmaw ka hyrë gradualisht në jetën tonë. Lidhja e kundërt DC zakonisht përdoret gjatë saldimit dhe mund të përdoret edhe saldimi me puls. Krahasuar me saldimin TIG, saldimi GMAW ka përparësitë e mëposhtme:
1. Nuk ka pothuajse asnjë djegie oksiduese gjatë procesit të saldimit, dhe procesi është më i thjeshtë.
2. Produktivitet i lartë i punës.
3. Mos miratoni shtylla tungsteni, me kosto të ulët.
Kur saldoni në GMAW, kushtojini vëmendje pikave të mëposhtme:
1. Ju duhet të përdorni një zorrë mëndafshi me bazë plastike dhe zorra prej çeliku nuk mund të përdoret.
2. Teli i saldimit të aluminit është i butë dhe shpërndarja e telit është e dobët. Ju duhet të zgjidhni një rrotë dërgese me tela në formë U-je.
3. Përdorni grykën e duhur përcjellëse me diametër të brendshëm.
4. Mos i ndani pjesët me saldim çeliku për të shmangur ndotjen.

GMA-A5356 përdor efektin në faqen e një klienti
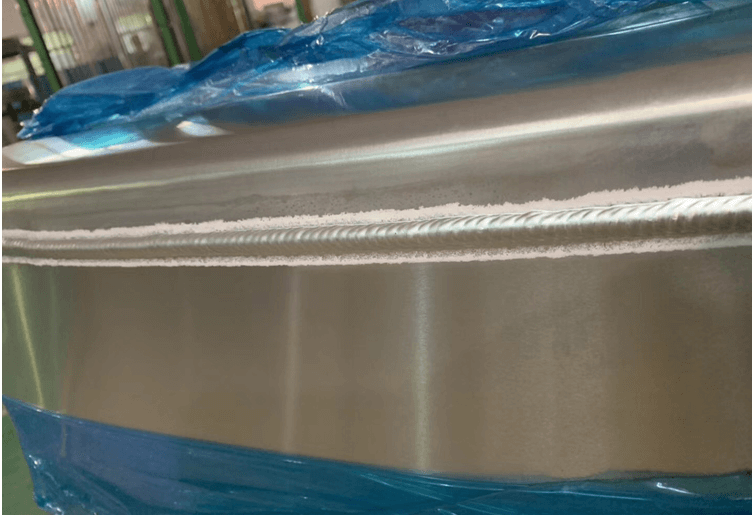
Këto të dhëna ndahen me përdoruesit që janë në proces ose janë gati të saldohen, duke na lejuar të bëjmë përparim në rrugën e saldimit të aliazhit të aluminit.
Produktet normale të furnizimit të kompanisë sonë janë si më poshtë:
TIG MIG
GTA-A4043 GMA-A4043
GTA-A5183 GMA-A5183
GTA-A5356 GMA-A5356
Koha e postimit: Nëntor-14-2022