Çelikë inox Të dhëna manuale të prodhimit të saldimit të elektrodës E347L-16






Aplikimi
Është i përshtatshëm për saldimin e çelikut inox 18%Cr-8%Ni-Nb (SUS347) dhe 18%Cr-8%Ni-Ti (sus321) në industrinë petrokimike, enë nën presion, makineri ushqimore, makineri mjekësore, pleh kimik dhe industri të tjera.

KOMPONETI KIMIK:
| aliazh (wt%) | C | Mn | Si | Cr | Ni | Mo | P | S | tjetër | |
| RREGULLAT GB/T | 0.04 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9,0-11,0 | 0.75 | 0.04 | 0.03 | Cu0,75/Nb: 8C-1,00 | |
| RREGULLAT AWS | 0.08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9,0-11,0 | 0.75 | 0.04 | 0.03 | Cu0,75/Nb: 8C-1,00 | |
| VLERA SHEMBULL | 0,033 | 0,84 | 0,69 | 18.7 | 9.5 | 0.1 | 0,027 | 0,005 | Cu0,22/Nb0,50 | |
VETITË MEKANIKE:
| PRONËSIA | FUQIA E RENDIMIT (MPa) | FORCËSIA E ZGJATIMIT (MPa) | VLERA E NDIKIMIT J/℃ | ZGJATIMI (%) | ||||
| RREGULLAT GB/T | - | 510 | - | 25 | ||||
| RREGULLAT AWS | - | 520 | - | 30 | ||||
| VLERA SHEMBULL | - | 615 | - | 36 | ||||
PARAMETrat e rekomanduar të saldimit:
| SPECIFIKIMET E DIAMETRAVE (mm) | 2.0*250 | 2.6*300 | 3.2*350 | 4.0*350 | 5.0*350 | |||||
| ELEKTRIKE (amp) | H/W | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
Elektrodë dore prej çeliku inox me kalcium titani, përbërja kryesore është me karbon të ulët 18%Cr-9%Ni-Nb; Kur Nb shtohet në bazë të 308, përmbajtja e karbonit është në të njëjtën kohë më e ulët, gjë që mund të përmirësojë në mënyrë efektive rezistencën ndaj korrozionit , veçanërisht performanca ndërgranulare korrozioni.


Hark i qëndrueshëm, formim i bukur, gurgullimë delikate, pak spërkatje, heqje e lehtë e skorjeve, rezistencë e mirë ndaj zjarrit, rezistencë e mirë ndaj porozitetit.




Ningbo Honest Metal Materials Co, Ltd. është një kompani ndërkombëtare profesionale e saldimit brenda kërkimit dhe zhvillimit, prodhimit, shitjes dhe menaxhimit të pavarur. Është themeluar në vitin 2020.





Projekti i fabrikës qendrore të përpunimit Xinjiang Kela 2
Materiale saldimi për kontejnerë
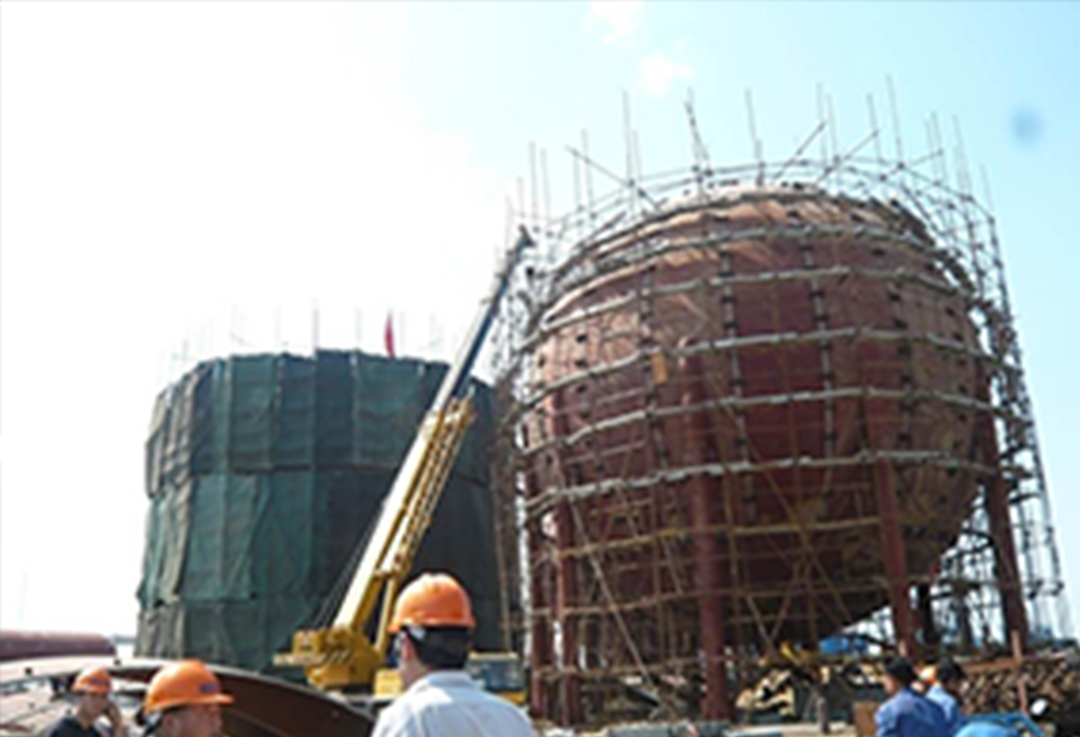
Projekti i rezervuarit sferik të propanit Gansu Lanke Petrochemical -50℃

KOMPONETI KIMIK:
| aliazh (wt%) | C | Mn | Si | Cr | Ni | Mo | P | S | tjetër | |
| RREGULLAT GB/T | 0.04 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9,0-11,0 | 0.75 | 0.04 | 0.03 | Cu0,75/Nb: 8C-1,00 | |
| RREGULLAT AWS | 0.08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9,0-11,0 | 0.75 | 0.04 | 0.03 | Cu0,75/Nb: 8C-1,00 | |
| VLERA SHEMBULL | 0,033 | 0,84 | 0,69 | 18.7 | 9.5 | 0.1 | 0,027 | 0,005 | Cu0,22/Nb0,50 | |
VETITË MEKANIKE:
| PRONËSIA | FUQIA E RENDIMIT (MPa) | FORCËSIA E ZGJATIMIT (MPa) | VLERA E NDIKIMIT J/℃ | ZGJATIMI (%) | ||||
| RREGULLAT GB/T | - | 510 | - | 25 | ||||
| RREGULLAT AWS | - | 520 | - | 30 | ||||
| VLERA SHEMBULL | - | 615 | - | 36 | ||||
PARAMETrat e rekomanduar të saldimit:
| SPECIFIKIMET E DIAMETRAVE (mm) | 2.0*250 | 2.6*300 | 3.2*350 | 4.0*350 | 5.0*350 | |||||
| ELEKTRIKE (amp) | H/W | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||





